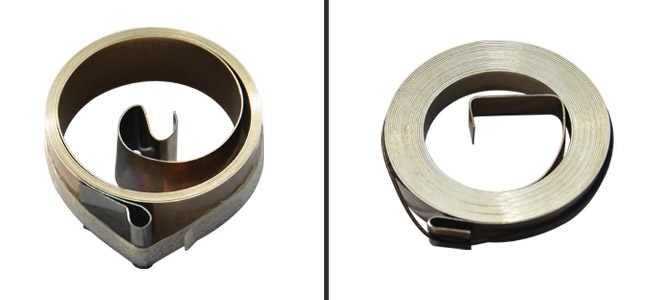
发条弹簧的外径调整切不可麻痹大意

众所周知,在调整发条弹簧的外径时,程序设置和机械工艺应用非常重要,所以在此过程中切不可麻痹大意。一定要注意以下几点。其一,芯轴的刃磨:双顶杆弹簧机,芯轴只起切断弹簧的刃口作用,所以有时也叫芯刀,其刃磨比较简单,芯轴的外经应小于弹簧内径,但不能太小,否则会使弹簧在切断时产生瘪头现象,同时,切刀与芯轴的间隙不能太大。其二,顶杆的调节:顶杆是控制弹簧的直径,上顶杆向芯轴方向移动时弹簧的直径变小,反之则大,下顶杆向芯轴方向移动的直径变大,反之则小。
最后是送料长度及总圈数的调整,送料长度取决于选用齿轮的齿数,对于不完全齿轮送料的卷簧机,它的不完全齿轮的齿数多少控制,发条弹簧的展开长度,齿轮的齿数(Z)=弹簧的展开长度(mm)/送料系数,弹簧的展开长度(L)=(弹簧外经-钢丝直径)×∏×总圈数。东莞市永晟五金发条制品有限公司从事各类弹簧制品的研发生产多年,是一家技术经验成熟的发条生产厂家,欢迎有需要的朋友来电洽询。永晟业务专线:0769-81039998.

